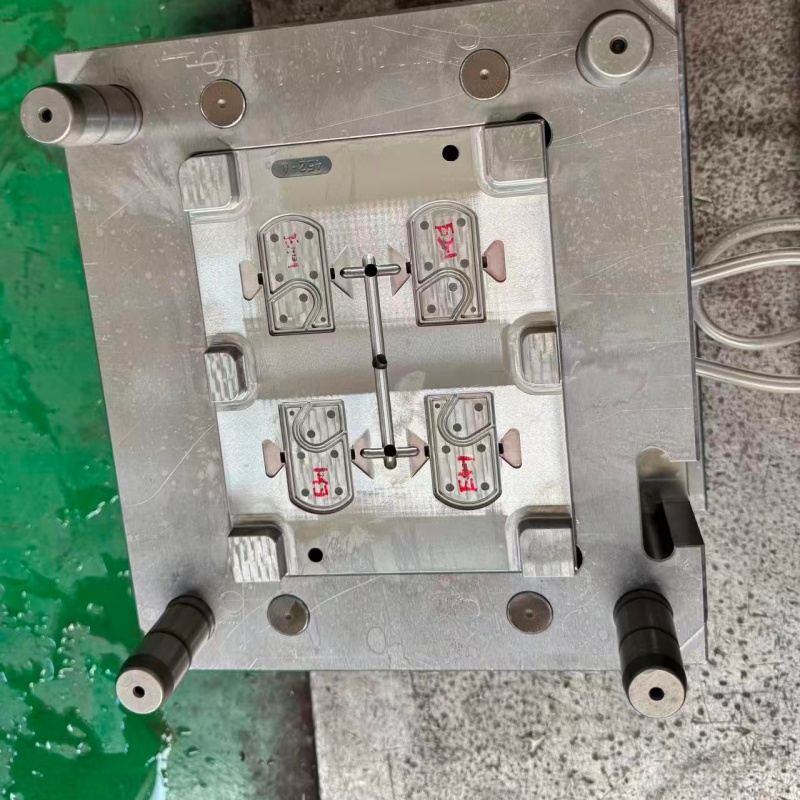

स्मार्ट टॉयलेट रिमोट कंट्रोल के प्लास्टिक कवर के लिए मोल्ड
विनिर्माण तकनीक:इंजेक्शन
मोल्ड कोर:एस136
मोल्ड बेस:45# स्टील
गुहा:4
डिलीवरी का समय: मोल्ड ट्रेल परीक्षण के लिए 45 दिन
उत्पाद विशिष्टता:
स्टेनलेस स्टील मेडिकल इंजेक्शन मोल्डिंग कंपनियां | |||||||
कारखाना | साँचे का नाम | साँचे की खोह | मोल्ड कोर | मोल्ड बेस | मोल्ड डिलीवरी का समय | शॉट(बार) | चक्र समय (सेकंड) |
फेंगजिन | प्लास्टिक मोल्डिंग | 4 | एस136 | 45# | 45 दिन | 400000 | 40 |
यहां अंग्रेजी में स्मार्ट टॉयलेट रिमोट कंट्रोल हाउसिंग मोल्ड की विनिर्माण प्रक्रिया का विस्तृत विवरण दिया गया है।
स्मार्ट टॉयलेट रिमोट कंट्रोल हाउसिंग मोल्ड की निर्माण प्रक्रिया
स्मार्ट टॉयलेट रिमोट कंट्रोल के लिए उच्च-गुणवत्ता वाले प्लास्टिक हाउसिंग का निर्माण एक इंजेक्शन मोल्ड की सटीक इंजीनियरिंग और निर्माण से शुरू होता है। यह मोल्ड एक जटिल उपकरण है जिसे स्थायित्व, सटीकता और सतह की फिनिशिंग के लिए सटीक मानकों को पूरा करना होता है। इस प्रक्रिया में प्रारंभिक डिज़ाइन से लेकर अंतिम गुणवत्ता आश्वासन तक कई महत्वपूर्ण चरण शामिल हैं।
1. डिजाइन और इंजीनियरिंग (डीएफएम - विनिर्माण क्षमता के लिए डिजाइन)
यह प्रक्रिया धातु के कटने से बहुत पहले शुरू हो जाती है। उत्पाद डिज़ाइनर द्वारा उपलब्ध कराए गए रिमोट कंट्रोल हाउसिंग के 3D पाजी मॉडल का उपयोग करके, मोल्ड इंजीनियर पुर्जे की विनिर्माण क्षमता का विश्लेषण करते हैं।
* **भाग विश्लेषण:** वे दीवार की मोटाई की एकरूपता की जांच करते हैं, संभावित सिंक चिह्नों की पहचान करते हैं, और ड्राफ्ट कोणों का मूल्यांकन करते हैं ताकि यह सुनिश्चित किया जा सके कि भाग को मोल्ड से आसानी से बाहर निकाला जा सके।
* **मोल्ड फ्लो एनालिसिस (सीएई):** सॉफ्टवेयर यह अनुकरण करता है कि पिघला हुआ प्लास्टिक (जैसे, एबीएस, पीपी) मोल्ड कैविटी को कैसे भरेगा। इससे हवा के अवरोध, वेल्ड लाइन और असमान भराव जैसी समस्याओं का पूर्वानुमान लगाने और उन्हें रोकने में मदद मिलती है, जिनसे अंतिम भाग में दोष उत्पन्न हो सकते हैं।
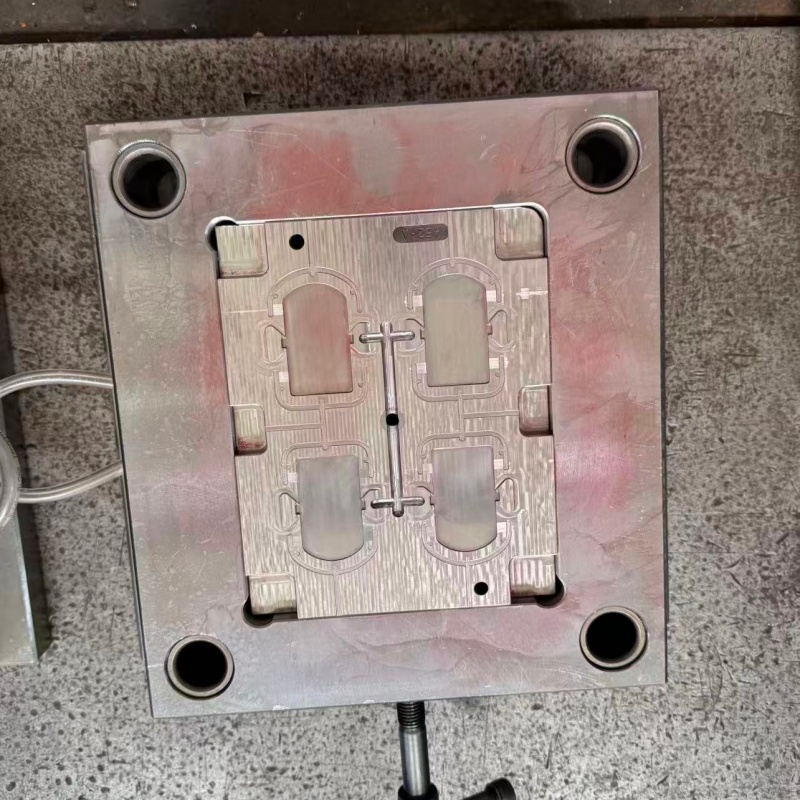
* **मोल्ड लेआउट डिज़ाइन:** इंजीनियर मोल्ड के प्रकार (जैसे, दो-प्लेट बनाम तीन-प्लेट), गेट स्थान (जहाँ प्लास्टिक कैविटी में प्रवेश करता है), इजेक्शन सिस्टम (इजेक्टर पिन, स्लीव्स), और कूलिंग चैनल लेआउट पर निर्णय लेते हैं। मोल्ड को एक बहु-कैविटी उपकरण के रूप में डिज़ाइन किया गया है ताकि दक्षता के लिए प्रति चक्र कई हाउसिंग बनाई जा सकें।
2. सामग्री का चयन
साँचे का आधार आमतौर पर पूर्व-कठोर स्टील (जैसे, P20) से बनाया जाता है ताकि मशीनीकरण और टिकाऊपन का अच्छा संतुलन बना रहे। हालाँकि, **कैविटी और कोर इन्सर्ट**—वे हिस्से जो वास्तव में आवास का आकार बनाते हैं—के लिए उच्च-श्रेणी के टूल स्टील का उपयोग किया जाता है।
* उच्च मात्रा में उत्पादन (लाखों चक्र) के लिए, **H13** या **स्टेनलेस स्टील (जैसे, S136)** जैसे कठोर स्टील को उनके असाधारण घिसाव प्रतिरोध, संक्षारण प्रतिरोध (चमकदार फिनिश के लिए महत्वपूर्ण) और लंबे समय तक दबाव और तापमान चक्रों को झेलने की क्षमता के लिए चुना जाता है।
3. सीएनसी मशीनिंग (रफिंग और फिनिशिंग)
यह साँचा बनाने का प्राथमिक चरण है। डिज़ाइन किए गए घटकों का निर्माण अत्यंत सटीकता के साथ किया जाता है।
* **रफ़ मशीनिंग:** स्टील के बड़े ब्लॉकों को मिलिंग करके कैविटी और कोर का सामान्य आकार बनाया जाता है। इस प्रक्रिया से सामग्री का बड़ा हिस्सा जल्दी से निकल जाता है।
* **अर्ध-परिष्करण और परिष्करण:** छोटे, अधिक सटीक उपकरणों का उपयोग करके, सीएनसी मशीनें सभी सूक्ष्म वक्रों, बटन स्लॉट और लोगो सहित अंतिम ज्यामिति को सावधानीपूर्वक उकेरती हैं। इस चरण में आवश्यक आयामी सटीकता और सतह की बनावट प्राप्त होती है।
* **इलेक्ट्रिकल डिस्चार्ज मशीनिंग (ईडीएम):** उन जटिल संरचनाओं के लिए, जिन तक मिलिंग उपकरणों की पहुँच मुश्किल होती है, जैसे नुकीले कोने या गहरी, संकरी पसलियाँ, ईडीएम का उपयोग किया जाता है। वांछित संरचना के आकार के एक इलेक्ट्रोड का उपयोग स्टील के आकार को चिंगारियों से घिसने के लिए किया जाता है, जिससे स्टील की सतह पर एक निश्चित आकार का विद्युत प्रवाह प्राप्त होता है।
4. द्वितीयक संचालन और सतह उपचार
* **ड्रिलिंग और टैपिंग:** इजेक्टर पिन, शीतलन के लिए पानी की लाइन और असेंबली बोल्ट के लिए छेद ड्रिल किए जाते हैं।
* **पॉलिशिंग और टेक्सचरिंग:** कैविटी की सतह बेहद महत्वपूर्ण है क्योंकि यह प्लास्टिक हाउसिंग की बाहरी सतह को परिभाषित करती है। तकनीशियन चमकदार उत्पाद के लिए कैविटी को हाथ से पॉलिश करके दर्पण जैसी फिनिश देते हैं। वैकल्पिक रूप से, यदि मैट या टेक्सचर्ड फिनिश (जैसे, सॉफ्ट-टच) की आवश्यकता होती है, तो उस विशिष्ट बनावट को बनाने के लिए कैविटी को रासायनिक रूप से उकेरा या लेज़र से उकेरा जाता है।
* **ताप उपचार:** कोर और गुहा आवेषण को उनकी सतह की कठोरता बढ़ाने और उनके परिचालन जीवन को महत्वपूर्ण रूप से बढ़ाने के लिए ताप उपचार (कठोर और टेम्पर्ड) किया जा सकता है।
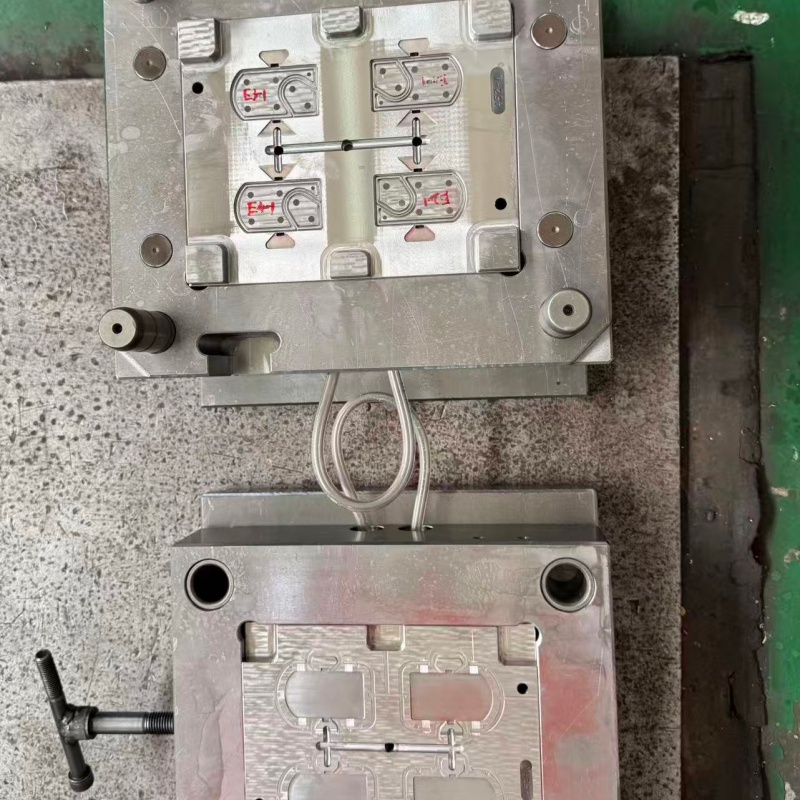
5. मोल्ड असेंबली और फिटिंग
सभी अलग-अलग मशीनीकृत पुर्जे—कैविटी इंसर्ट, कोर इंसर्ट, इजेक्टर प्लेट, गाइड पिन, बुशिंग और कूलिंग सिस्टम—सांचे के आधार में सावधानीपूर्वक जोड़े जाते हैं। एक कुशल टूलमेकर यह सुनिश्चित करता है कि सभी पुर्जे बिना किसी गैप या गलत संरेखण के, पूरी तरह से एक साथ फिट हो जाएँ। इजेक्टर सिस्टम की गति और साँचे के खुलने/बंद होने की जाँच सुचारू संचालन के लिए की जाती है।
6. परीक्षण शॉट्स (नमूनाकरण) और सत्यापन
तैयार मोल्ड को इंजेक्शन मोल्डिंग मशीन में इसके प्रथम परीक्षण के लिए लगाया जाता है, जिसे **T1 (प्रथम परीक्षण)** के रूप में जाना जाता है।
* **प्रारंभिक शॉट्स:** मशीन पिघले हुए प्लास्टिक को साँचे में डालती है। बनने वाले प्रारंभिक भागों को "शॉट्स" या "samples.ध्द्ध्ह्ह कहा जाता है।
* **आयामी और दृश्य निरीक्षण:** इन शुरुआती नमूनों को सीएमएम (कोऑर्डिनेट मेजरिंग मशीन) और अन्य माप-विज्ञान उपकरणों का उपयोग करके सावधानीपूर्वक मापा जाता है ताकि यह सत्यापित किया जा सके कि वे मूल पाजी डिज़ाइन से मेल खाते हैं। इंजीनियर फ़्लैश, शॉर्ट शॉट या सिंक मार्क जैसे दृश्य दोषों की भी जाँच करते हैं।
* **फाइन-ट्यूनिंग:** परिणामों के आधार पर, साँचे और मशीन के मापदंडों (तापमान, दबाव, इंजेक्शन की गति) को समायोजित किया जाता है। यह एक पुनरावृत्तीय प्रक्रिया है। कभी-कभी, साँचे में ही छोटे-मोटे बदलाव ज़रूरी होते हैं, इस प्रक्रिया को "mold ट्वीक.ध्द्ध्ह्ह कहते हैं।
7. अंतिम अनुमोदन और बड़े पैमाने पर उत्पादन
ग्राहक द्वारा साँचे के नमूनों को मंजूरी मिलने के बाद, साँचे को बड़े पैमाने पर उत्पादन के लिए मंजूरी दे दी जाती है। फिर इसे उच्च गति वाली इंजेक्शन मोल्डिंग मशीनों में स्थापित किया जाता है, जहाँ यह अपने पूरे जीवनकाल में हज़ारों समान स्मार्ट टॉयलेट रिमोट कंट्रोल हाउसिंग का विश्वसनीय रूप से उत्पादन करेगा, और निरंतर गुणवत्ता सुनिश्चित करने के लिए समय-समय पर रखरखाव भी किया जाएगा।
संक्षेप में, इंजेक्शन मोल्ड का निर्माण उन्नत इंजीनियरिंग, सटीक मशीनिंग और कुशल शिल्प कौशल का एक परिष्कृत मिश्रण है, जो सभी एक ऐसे उपकरण को बनाने पर केंद्रित है जो उच्च गुणवत्ता वाले, सौंदर्य की दृष्टि से मनभावन और कार्यात्मक उत्पाद का बड़े पैमाने पर उत्पादन कर सके।

.
अन्य प्लास्टिक इंजेक्शन मोल्ड उत्पाद जो हम ग्राहक के लिए बनाते हैं, हम सेनेटरी वेयर, खेल भागों, बिजली के उपकरण आदि के लिए मोल्ड भी बना सकते हैं।

हमारी इंजेक्शन फैक्टरी की दुकान, हमारे पास विभिन्न आकार में 15 सेट इंजेक्शन मशीन हैं, बड़े और छोटे, अधिकतम 1228 टन है, अधिकतम 1.5 * 1.2 मीटर प्लास्टिक भागों बना सकते हैं

स्टेनलेस स्टील मेडिकल इंजेक्शन मोल्डिंग कंपनियां
हम गूगल मोल्ड, गर्दन मालिश उपकरण मोल्ड, किट मोल्ड और इतने पर की पेशकश कर सकते हैं। अनुकूलित मोल्ड के लिए हमसे संपर्क करने के लिए आपका स्वागत है।

आम तौर पर प्लास्टिक मोल्ड उत्पादन के लिए हमारे पास 35-45 दिन होंगे। नीचे दिए गए चरण: ग्राहक नमूने की पेशकश करते हैं-हमारे डिजाइनर 3 डी खत्म करते हैं और ग्राहक की पुष्टि के लिए भेजते हैं-मोल्ड डिजाइन करना शुरू करते हैं -स्टील का ऑर्डर देते हैं - सीएनसी प्रसंस्करण-इलेक्ट्रोस्पार्किंग-मोल्ड को इकट्ठा करते हैं-इंजेक्शन मोल्ड का परीक्षण करते हैं-ग्राहकों को प्लास्टिक के हिस्सों का नमूना भेजते हैं-पैकिंग-डिलीवरी-ग्राहक प्रतिक्रिया -नया ऑर्डर

मानक निर्यात पैकिंग के रूप में लकड़ी के टोकरे द्वारा पैकिंग

अन्य प्लास्टिक उत्पादों के लिए अनुकूलित कृपया हमें उद्धरण के लिए 3 डी ड्राइंग या नमूने भेजें, हम आपको मोल्ड और डिजाइन पर सुझाव देंगे। और शुरू करने के लिए सबसे अच्छी कीमत प्रदान करते हैं। इन वर्षों में, हमारे पास प्लास्टिक और रबर मेले के लिए बांग्लादेश, रूस, तुर्की और मोरोको पर बूथ है। अधिक जानकारी के लिए हमसे संपर्क करने के लिए आपका स्वागत है कि अगर हमें मेले में कस्टम आइटम पर अधिक जानकारी मिलने और बात करने का मौका मिल सकता है या उद्देश्यपूर्ण पर हमारे कारखाने का दौरा कर सकते हैं।






